INTRODUCTION
Efficient gas absorption depends on the following:
1. Intimate contact
2. Efficient Heat Transfer
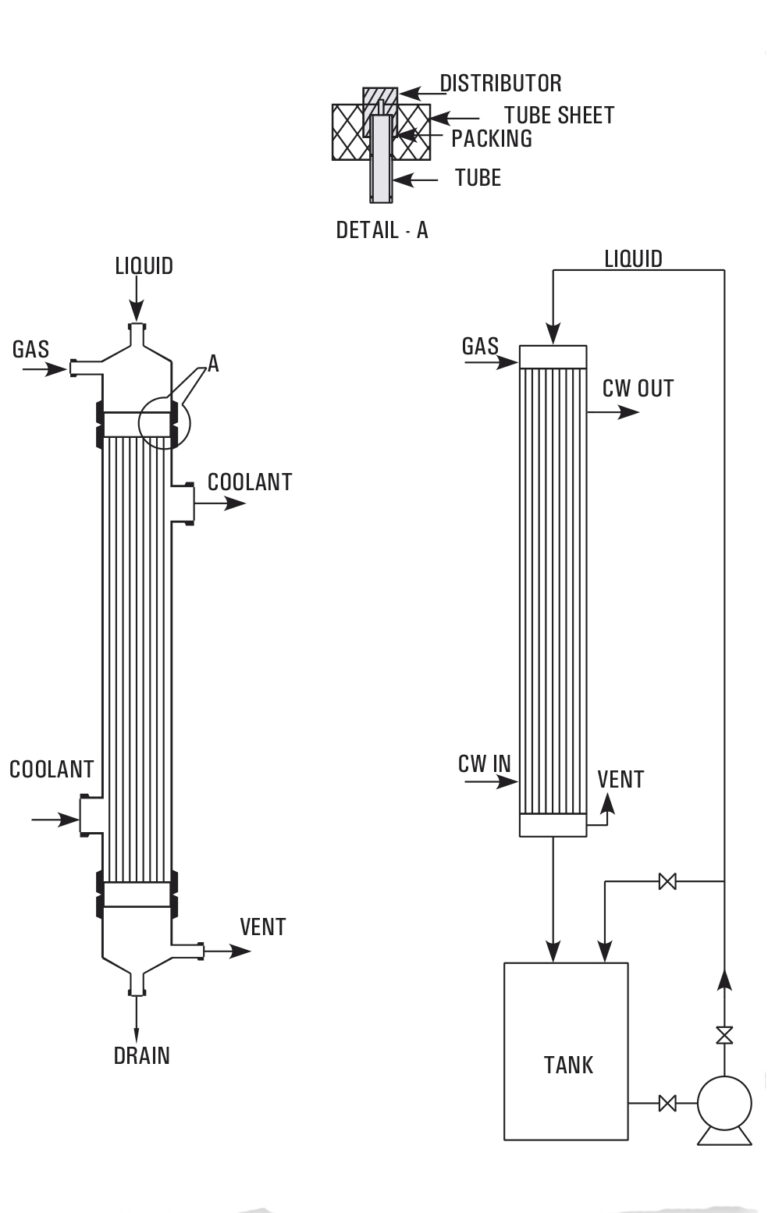
This is achieved in a Falling Film Absorber which is essentially a shell & tube heat exchanger in which both gas to be absorbed and absorbing liquid flow co-currently downward with extraction of heat by circulation of coolant in the shell. The abssorbing liquid is circulated through a tank till desired concentration is achieved. The liquid flows at such a rate that the tubes do not flow full of the liquid but instead, descends by gravity along the inner walls of the tubes as a thin film. Obviously, this produces a much greater linear velocity for a giver rate flow than could be obtained if the tube flowed full.
The equipment works as a number of water cooled-wall columns in parallel and each tube is provided with distribution system on top to effect uniform distribution of both liquid and gas and also formation of a thin liquid film on the inner surface of the tube.
SALIENT FEATURES
1) The heat of absorption is continuously removed. This ensures better absorption and product concentration as compared with conventional packed tower
2) Low residence time and operating temperature ideally suited to heat sensitive materials.
3) Borosilicate glass and PTFE contact parts ensure corrosion/ contamination free operation
4) Both standard and custom built units are available.
5) Capable of operating from zero to maximum gas flow rate.
6) Ease of installation due to light weight.
7) Trouble free and consistent performance with minimal attention.
8) Wide application e.g. HCl, HBr, NH , SO , H S, Br etc
9) Less cost.
10) Negligible pressure drop compared to conventional columns.
11) Compact design Sleek and slender
12) Both heat and mass transfer operations are incorporated in a single equipment.
13) Very high heat transfer coefficient as the liquid falls instead of flowing.
14) Scaling of process fluid is minimal due to high velocity and ease of cleaning by simple acid circulation.
15) Hot conditions are eliminated at all stages namely pipe, tanks and pumps etc
LIMITATIONS
1) Not recommended for gases containing high proportion of inert (insoluble).
2) Not applicable if the gases are not highly soluble